




 扫一扫
扫一扫


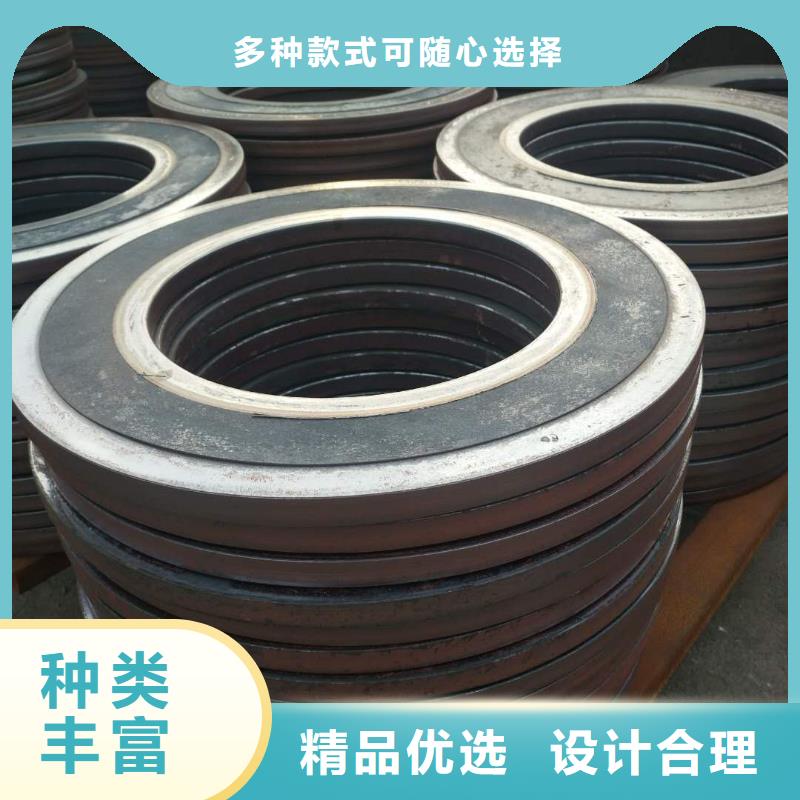
化工部法兰属于化工法兰标准体系。是化工部法兰(又称HG法兰)的其中一种表现形式,国内设备或管道上应用最广泛的法兰之一。
化工部法兰标准应用体系
◆法兰标准:同时包含欧式法兰和美式法兰
1)欧式法兰:(HG20592~HG20605)
压力等级:PN 0.25、0.6、1.0、1.6、2.5、4.0、6.3、10.0、16.0、25.0等10个等级
公称直径:DN10~DN2000mm
法兰型式:板式平焊、带颈平焊、带颈对焊、整体式、承插焊、螺纹、对焊环松套、平焊环松套、法兰盖、衬里法兰等10种
密封面型式:突面、凹凸面、榫槽面、环连接面、全平面等5种。
※它可以与JB阀门配套使用。
2)美式法兰标准(HG20615-HG20626)
公称压力:PN2.0、PN5.0、PN11.0、PN15.0、PN26.0和PN42.0 6个压力等级
公称直径: DN15~DN1500
法兰型式: 带颈平焊、带颈对焊、整体法兰、承插焊、螺纹、松套等6种,
密封面型式: 突面、凹凸面、榫槽面、环连接面、全平面等5种型式。
※化工行业压力管道应用标准体系也是一个相对比较完整的标准体系,而且经历了若干年的生产实践检验,具有成熟的使用经验。由于它同时具有"大外径系列"和"小外径系列"、"欧式法兰"和"美式法兰"两个系列,故其使用面比较广,它既可以与国外的ANSI、DIN、ISO等标准配合使用,又可以与国内的GB、SH、JB等标准配合使用。
◆化工行业应用标准体系中的常用标准
HG20592~20605 钢制管法兰(欧洲体系)
HG20615~20626 钢制管法兰(美洲体系)
HG20606~20612 钢制管法兰用垫片(欧洲体系)
HG20627~20633 钢制管法兰用垫片(美洲体系)



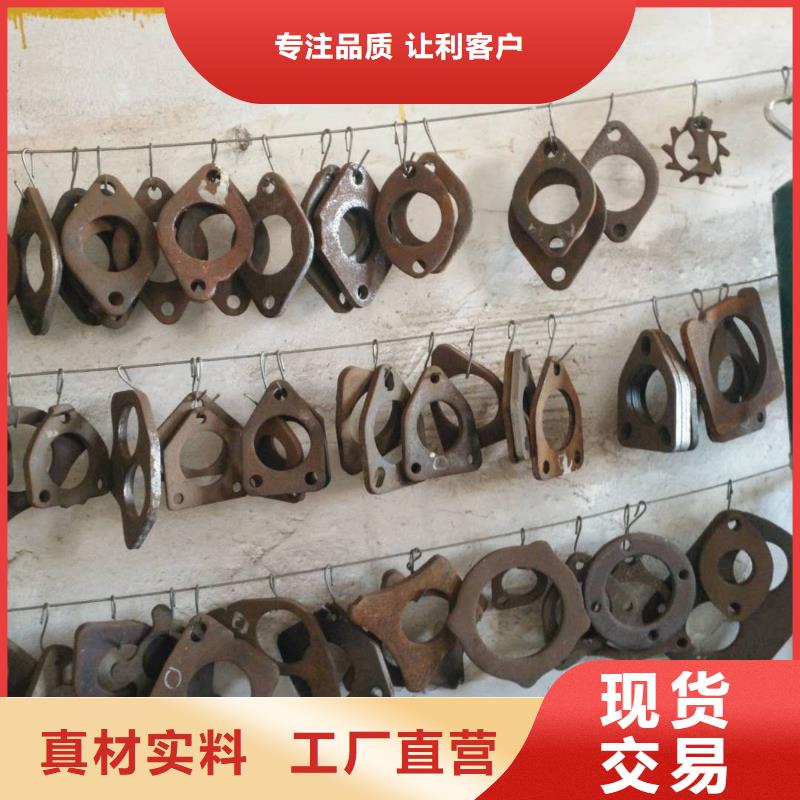
搏远金属制品有限公司视 锻造法兰毛坯产品质量如同企业生命,从 锻造法兰毛坯原材料采购到产品加工、组装、调试、生产层层把关,以优越的 锻造法兰毛坯产品质量,优惠的销售价格,优良的售后服务走向市场。经营宗旨:以较科学的理论,设计制造出 锻造法兰毛坯来满足客户的需求:同样的价格比质量,同样的质量比服务;让您买的放心,用的舒心。



技术支持:k797.com